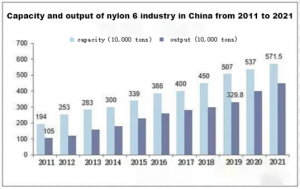
W 2021 r. Chin PA6 zdolność produkcyjna PA6 wynosi 5,715 mln ton i oczekuje się, że osiągnie 6,145 mln ton w 2022 r., Przy stopie wzrostu 7,5%. Chin PA6 ma wysoki stopień lokalizacji. Globalnie około 55% plasterków PA6 jest używanych do włókien, a około 45% jest używanych do inżynierii tworzyw sztucznych i filmów dla samochodów, elektroniki, kolei itp. Całkowite zużycie PA6 w Chinach w 2021 r. Wynosi 4,127 miliona ton, z których około 20% jest używanych do inżynierii.

Nylonowy czarny materiał ziarnisty
W latach 2021–2022 cena PA6 przeszła również kilka wzlotów i upadków kolejki górskiej.

Nylon 6 (PA6), znany również jako poliamid 6, nylon 6, jego wytrzymałość mechaniczna i krystalizacja jest dobra i ma charakterystykę odporności na korozję, odporność na zużycie. Jest szeroko stosowany w przemyśle samochodowym, tranzycie kolejowym, opakowaniu filmowym, urządzeniu elektronicznym i tekstyliach. Chociaż jego kompleksowe wyniki są doskonałe, ma również szereg niedociągnięć. Na przykład PA6 nie ma silnej odporności na kwas i alkalia, a wytrzymałość uderzenia nie jest wysoka w stanie niskiej temperatury i suchej. Istnienie podstawy hydrofilowej spowoduje wyższą szybkość absorpcji wody, a moduł sprężystości, odporność na pełzanie, wytrzymałość uderzenia i tak dalej zostanie znacznie zmniejszona po wchłanianiu wody, wpływając w ten sposób na stabilność wymiarową produktów i właściwości elektryczne produktów. Dlatego konieczne jest zbadanie modyfikacji PA6.
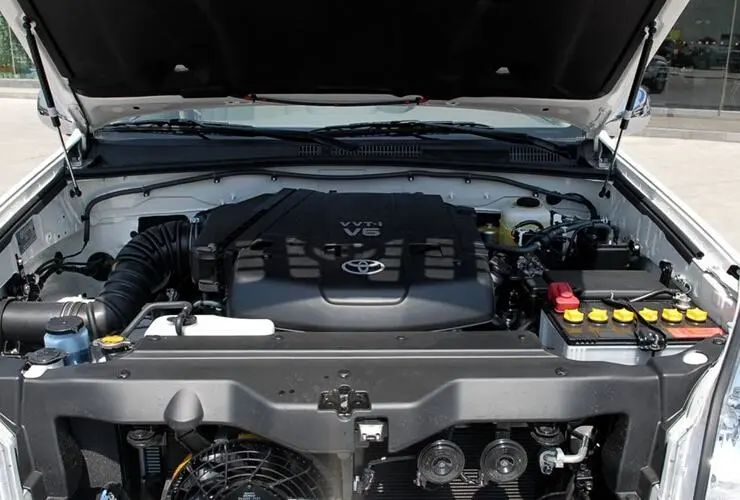 PA6 używane w samochodach
PA6 używane w samochodach
 PA6 używane w tekstyliach
PA6 używane w tekstyliach
- Wydajność PA6
Surowiec PA ma szerokie źródło, które jest podstawą jego na dużą skalę produkcji przemysłowej. Ze względu na regularne rozmieszczenie struktury molekularnej PA może tworzyć wiele wiązań wodorowych między makrocząsteczkami, więc ma wysoką krystaliczność. Jednocześnie ma również wyjątkowe charakterystyki właściwości mechanicznych, właściwości chemicznych, właściwości termicznych i innych aspektów, w tym:
(1) Wysoka wytrzymałość na rozciąganie i siła zginania;
(2) dobra odporność na uderzenie;
(3) duża odporność na ciepło;
(4) Ma charakterystykę odporności na zużycie i samookaleczenia, co jest nieporównywalne dla materiałów metalowych.
(5) dobra odporność na pęcznienie i odporność na korozję na rozpuszczalniki chemiczne i leki;
(6) dobre przetwarzanie przepływu, dostępne formowanie wtryskowe, wytłaczanie, formowanie ciosu i inne metody przetwarzania produktu;
(7) doskonała wydajność barierowa;
(8) Przy wysokiej aktywności chemicznej grupy polarne mogą reagować z monomerami i polimerami zawierającymi grupy polarne, tworząc nowe związki polimerowe.
Aby dać PA6 silniejsze właściwości mechaniczne, często dodaje się różnorodne modyfikatory, w tym najczęstszym dodatkiem jest włókno szklane. Elastomer lub guma syntetyczna, taka jak PoE, SBR lub EPDM, są zwykle dodawane, aby zapewnić PA6 silniejszy odporność na uderzenie. Jeśli w produkcie PA6 nie ma dodatków, plastikowy surowiec ma wskaźnik skurczania od 1%do 1,5%, a dodanie włókna szklanego daje produkt o szybkości skurczu 0,3%. Wśród nich absorpcja wilgoci i krystaliczność materiału są głównymi czynnikami, które określają szybkość skurczania zespołu formowania, a parametry procesu, takie jak projektowanie części tworzyw sztucznych i grubość ściany, również mają funkcjonalny związek z rzeczywistą szybkością skurczania.

Włókno szklane

Elastomer Poe
Suszenie PA6 do formowania wtryskowego jest łatwe do wchłaniania wody, więc musi być przywiązane do oczyszczania suszenia przed faktycznym przetwarzaniem. Jeśli dostarczony materiał jest owinięty wodoodpornym materiałem, pojemnik powinien być utrzymywany w stanie zamkniętym. Gdy wilgotność jest większa niż 0,2%, gorące powietrze należy wybrać do ciągłego suszenia na poziomie nie mniej niż 80 ℃ przez 16 godzin; Jeśli materiał jest narażony na powietrze przez co najmniej 8 godzin, należy go wysuszyć próżniowo w temperaturze 105 ℃ przez dłużej niż 8 godzin.
- Proces produkcyjny PA6
1. Dwie etap polimeryzacja
Dwustopniowa polimeryzacja jest głównie podzielona na dwa etapy: polimeryzację przednią i polimeryzację pleców. Zasadniczo nadaje się do produkcji produktów o wysokiej lepkości, takich jak przemysłowy jedwab tkaniny sznurkowej. Dwustopniowa polimeryzacja obejmuje głównie trzy metody: polimeryzację ciśnienia przed normalną, przedciśnieniem i polimeryzacją po dekompresji oraz polimeryzację ciśnienia przed poziomem oraz polimeryzację ciśnienia po normalnym. Wśród nich metoda polimeryzacji dekompresji obejmuje duże inwestycje i wysokie koszty, a następnie polimeryzację ciśnienia przed poziomem i polimeryzację ciśnienia po normalnym. Polimeryzacja ciśnienia przed-i post-normalna ma niski koszt i nie wymaga dużej inwestycji.
2. Metoda ciągłej polimeryzacji atmosferycznej
Ciągła polimeryzacja pod ciśnieniem atmosferycznym ma zastosowanie do produkcji jedwabiu cywilnego PA6, w tym proces produkcyjny Noy Company we Włoszech jest najbardziej reprezentatywny. Metoda charakteryzuje się na dużą skalę ciągłą polimeryzację przy 260 ℃ przez 20 godzin. Plasterki uzyskano na etapie przeciwprądowej ciepłej wody. Po wyschnięciu oligomerów przez gaz azotu monomery odzyskano przez ekstrakcję, a proces ciągłego odparowania i stężenia wprowadzono jednocześnie. Ta metoda ma wyjątkową wydajność ciągłej produkcji, może uzyskać produkty wysokiej jakości, wysoką wydajność i nie zajmuje zbyt dużego obszaru w praktycznym zastosowaniu, jest typowym procesem produkcji jedwabiu cywilnego.
3. Polimeryzacja hydrolizy w okresie międzynarodowej
Metoda polimeryzacji hydrolizy partii wykorzystuje odporną na ciśnienie czajnika polimeryzacji. Ta metoda nadaje się do produkcji wielorięciości i drobnych plasterków plastikowych inżynierii partii. Cele-karmienie, po reakcji (jednorazowym rozładowaniu) z wycięciem ciśnienia azotu, ekstrakcją, po wysuszeniu w celu przygotowania PA6. Proces polimeryzacji wsadowej można podzielić na trzy etapy: pierwszy etap to polikondensacja pierścienia rozpraszającego wodę; Drugim etapem jest polimeryzacja próżniowa; Trzeci etap to reakcja równowagi.
Polimeryzacja wsadowa jest odpowiednia do produkcji wielu odmian małych produktów wsadowych, może wytwarzać różne produkty lepkości i kopolimeryzację PA, ale zużycie surowca jest wyższe niż ciągła polimeryzacja, cykl produkcji jest dłuższy, powtarzalność jakości produktu jest słaba.
4. Twin-śrubowy proces wytłaczania ciągłej polimeryzacji
Proces ciągłej polimeryzacji wytłaczania podwójnego śruby to nowa technologia opracowana w ostatnich latach. Przyjmuje anionową polimeryzację katalityczną, a kaprolaktam jest aktywowany przez odwodnienie, a następnie ciągle wchodzi do wytłaczarki podwójnej śruby. W wytłaczaniu podwójnej śruby materiał reakcyjny porusza się wzdłuż osiowego kierunku wraz z obrotem śruby, a jego względna masa cząsteczkowa stale rośnie. Materiał o niskiej molekularnej jest ekstrahowany przez układ próżniowy wytłaczarki podwójnej śruby, a polimer jest chłodzony i pokrojony, suszony i pakowany.
Proces ma charakterystykę krótkiego przepływu produkcji i prostego procesu produkcji, a nieprzereagowany monomer o niskiej względnej masie cząsteczkowej można bezpośrednio poddać recykling po ekstrakcji z systemu reakcyjnego, a zawartość monomeru produktu jest bardzo niska, bez ekstrakcji. Slice Water jest niski, czas suszenia jest krótki, może znacznie zmniejszyć zużycie energii. Jednocześnie względna masa cząsteczkowa produktu może być kontrolowana przez czas przebywania materiału w wytłaczarce podwójnej śruby.
- Badanie dotyczące modyfikacji PA6
1. Ulepszona modyfikacja
Z powodu istnienia wiązań wodorowych w cząsteczkach PA6 nieuchronnie wpłyną na jego elastyczność i wytrzymałość. Wraz ze wzrostem gęstości wiązania wodorowego wytrzymałość mechaniczna PA6 będzie odpowiednio zwiększona. Im więcej jest atomów węgla, tym dłuższy elastyczny łańcuch, tym bardziej odporny jest. Właściwości mechaniczne kompozytów PA6 można wzmocnić, dodając włókno szklane. Czarnokątny wąsek Zno ma bardzo wysokie odpady. Na tej podstawie wyniki badań nad efektem wzmocnienia wąsy ZnO na odlewkę PA pokazują, że kompozyt ma najwyższą wytrzymałość na rozciąganie, gdy zawartość wąsa wynosi 5%, a zwiększenie zawartości wąsów zmniejszy odporność ciepła i wchłanianie wody materiału. Popiół lotny potraktowano silanowym środkiem sprzęgającym, a następnie wypełniono produkt Cast PA6 w celu modyfikacji. Produkt końcowy miał lepszą stabilność termiczną, szybkość skurczu i wchłanianie wody.
2. Modyfikacja opóźniająca
Wskaźnik tlenu PA6 wynosi 26,4, czyli materiał łatwopalny. Krajowe przepisy i regulacje wyraźnie wymagają opóźnienia płomienia materiałów polimerowych, dlatego konieczne jest przywiązanie ogromnej wagi do modyfikacji opóźnienia płomienia PA6, gdy jest stosowany w produktach związanych z energią elektryczną. Opóźnienie płomienia hipofosforanu glinu jest stosunkowo dobre w materiałach przygotowanych przez łączenie różnych soli hipofosforanu metalu z PA6. Gdy zawartość hipofosforanu aluminium wynosi 18%, utrata spalania materiału może osiągnąć 25, a UL94 może osiągnąć stopień V-0.
Melamina cyjanurowy kwas (MCA) zmodyfikowany czerwonym fosforem może być stosowany jako opóźniony płomień PA6. Czerwony fosfor może utrudniać tworzenie dużej płaskiej sieci wiązań wodorowych między melaminą i kwasem cyjanurowym, a tym samym udoskonalanie MCA, a MCA może tworzyć węgiel pod działaniem czerwonego fosforu. Dlatego zmodyfikowany MCA może odgrywać opóźniającą rolę w fazie kondensacji i fazie gazowej, która sprzyja poprawie właściwości opóźniającej płomienia PA6. Ograniczający wskaźnik tlenu (LOI) kompozytu został ulepszony przez dodanie kwasu sulfonowego guanidyny do matrycy PA6 metodą mieszania stopu. Pionowy test spalania wykazał, że wydajność stopionych kropelek została znacznie zmniejszona w porównaniu z wydajnością czystego PA6, gdy dodanie kwasu sulfonowego guanidyny wyniosło 3%, a stopień UL94 został zwiększony do V-0, gdy dodanie kwasu sulfonowego guanidyny było nie mniejsze niż 5%.
 Czerwony fosfor
Czerwony fosfor
3. Modyfikacja utrzymania
Zaostrzone i zmodyfikowane PA można uzyskać, dodając żywicę plastyczną lub elastomer do żywicy PA, a następnie mieszanie i wytłaczanie.Gdy środek hartowania jest spolaryzowany SBS, system mieszanki ze twarogu spolaryzowanego SBS i PA6 uzyskuje się metodą mechanicznej mieszania topnienia. Po zwiększeniu ilości spolaryzowanej SBS siła uderzenia w systemie i elastyczność materiału również zostanie poprawia. W porównaniu z kompozytami PA6 i EPDM, EPDM przeszczepione bezwodnikiem maleinowym ma lepszą kompatybilność gumową i plastikową oraz wyższą wytrzymałość. Kiedy dawka EPDM szczepionego bezwodnikiem maleinowym wynosiła 15%, materiał mieszany miał 9 razy większą wytrzymałość uderzenia niż materiał PA6.
 Agent SBS Harding
Agent SBS Harding
Źródło zdjęcia: guza i plastik Guofeng
4. Modyfikacja wypełniania
Ekonomiczny wypełniacz jest dodawany do żywicy PA, a zmodyfikowany kompozytowy materiał PA można uzyskać po mieszaniu i wytłaczaniu. Wykorzystując węglik krzemowy jako wypełniacz przewodności cieplnej, środek sprzęgający KH560 i żywicę epoksydową E51 w celu obróbki powierzchni wypełniacza, poprzez proces mieszania podwójnego śrub, materiał kompozytowy PA przewodności cieplnej ma doskonałą wydajność. Gdy zmienia się ilość napełniania wypełniacza przewodności cieplnej, przedłużenie łańcucha PA6 i obróbka powierzchni, zmienia się również krystalizacja, odporność na ciepło, mechaniczne i termiczne właściwości przewodności kompozytu.

Krzemowy węglik
Produkt kompozytowy uzyskany z PA6 i organicznego montmorylonitu traktowanego przez formowanie wtrysku mieszanki topni ma doskonałe tarcie i zużycie, odporność na ciepło i właściwości mechaniczne. Napełniaczem jest aluminiowy proszek, podłoże jest kopolimeryzowane PA6 i PA66, a materiał kompozytowy można przygotować przez mieszanie stopu. Gdy zawartość proszku aluminiowego wzrasta, wytrzymałość na rozciąganie kompozytu wzrasta najpierw, a następnie zmniejsza się, a moduł zginający stopniowo wzrasta, podczas gdy wytrzymałość uderzenia maleje. Po napełnieniu mikrustusów popiołu lotnego w PA6 twardość, uderzenie i wytrzymałość na rozciąganie materiału można znacznie poprawić, a produkt można wyposażony w lepszą stabilność.
5.PA stop
Stop PA6 należy do systemu wieloskładnikowego, z których większość składa się z co najmniej dwóch rodzajów polimerów, w tym powszechnie stosowane polimer, kopolimer przeszczepu i kopolimer blokowy. PA6 i przeszczepiony bezwodnik maleinowy polipropylen (PP-G-MAH) Po mieszaniu materiału kompozytowego szybkość absorpcji wody jest znacznie niższa niż PA6 i ma znacznie wyższą wytrzymałość uderzenia niż PA6.
 Niski zapach bezwodnikowy przeszczepiony polipropylen
Niski zapach bezwodnikowy przeszczepiony polipropylen
Przeszczepiony polietylen o niskiej gęstości (LDPE), bezwodnik maleinowy (MAH) i inicjator nadtlenek benzenu benzenu (DCP) można wytwarzać przez mieszanie polietylenu o niskiej gęstości (LDPE), bezwodnika męskiego (MAH) i nadtlenku diisopropylu (DCP). Następnie mieszankę LDPE-G-Mah i PA6 można przygotować metodą topnienia mieszania w połączeniu z niewielką ilością PA6. Gdy dawka bezwodnika maleinowego wynosiła 1,0, można było uzyskać mieszanki o najlepszej wytrzymałości na rozciąganie. Gdy dawkowanie bezwodnika maleinowego utrzymywano przy 1,0 części, zmiana dawki DCP nie miałaby zbyt dużego wpływu na właściwości mieszanki. Gdy dawka DCP wynosiła 0,6, można było uzyskać optymalną wytrzymałość na rozciąganie mieszanki.
Wcześniejsze przykłady technologii agregacji PA6 obejmują Switzerland's Inventa, Włoch Noy oraz Niemcy Kart Fischer i Zimmer. Na podstawie aktywnego uczenia się na podstawie zagranicznych zaawansowanych technologii i doświadczenia nasz kraj się opiera, czerpią i wprowadza dużą ilość nowoczesnego sprzętu (takiego jak rurki VK i inne podstawowe technologie), znacznie poprawia technologię produkcji i procesy PA6 i zbliża się do kierunku rozwoju międzynarodowego (jednak kluczowe dodatki, takie jak TIO2 i nasiona, które wciąż muszą zostać wprowadzone).
Zdolność polimeryzacji PA6 w Chinach utrzymała szybki trend ekspansji, przy czym zdolność produkcyjna znacznie przekracza zdolność PA66. Na obecnym etapie badania Modyfikacji PA6 dotyczy głównie wzmocnienia, hartowania, opóźnienia płomienia, wypełnienia i przeciwpiętrowego (wprowadzając silne grupy elektroungatywne do łańcucha molekularnego PA6, chroniąc jego kombinację z kwaśnymi barwami, aby osiągnąć przeciwdziałanie przeciwdziałaniu). Chociaż ten rodzaj modyfikacji jest zasadniczo przeprowadzany przez mieszanie specjalnych materiałów, metody modyfikacji wytłaczania i reakcji są również odpowiednie. Wraz z dalszym rozwojem nowoczesnej technologii można wprowadzić materiały nano w celu modyfikacji PA6 w celu uzyskania zmodyfikowanych materiałów PA6 o wysokiej twardości, wysokiej wytrzymałości, wysokiej wytrzymałości, oporności w wysokiej temperaturze i galwanizacji, aby skutecznie zaspokoić potrzeby różnych pól.
Syntholution Tech.com Assuted to the Research and Development nylonowego modyfikatora, produkcji, stanowiących 30% krajowego udziału w rynku, aktywnie badaj rynki zagraniczne, zapytań o powitalnych klientach.
For inquiry please contact:little@syntholution.com
Czas po: 16-2023